CIVIL WORKS GUIDELINES FOR MICRO-HYDROPOWER IN NEPAL
59
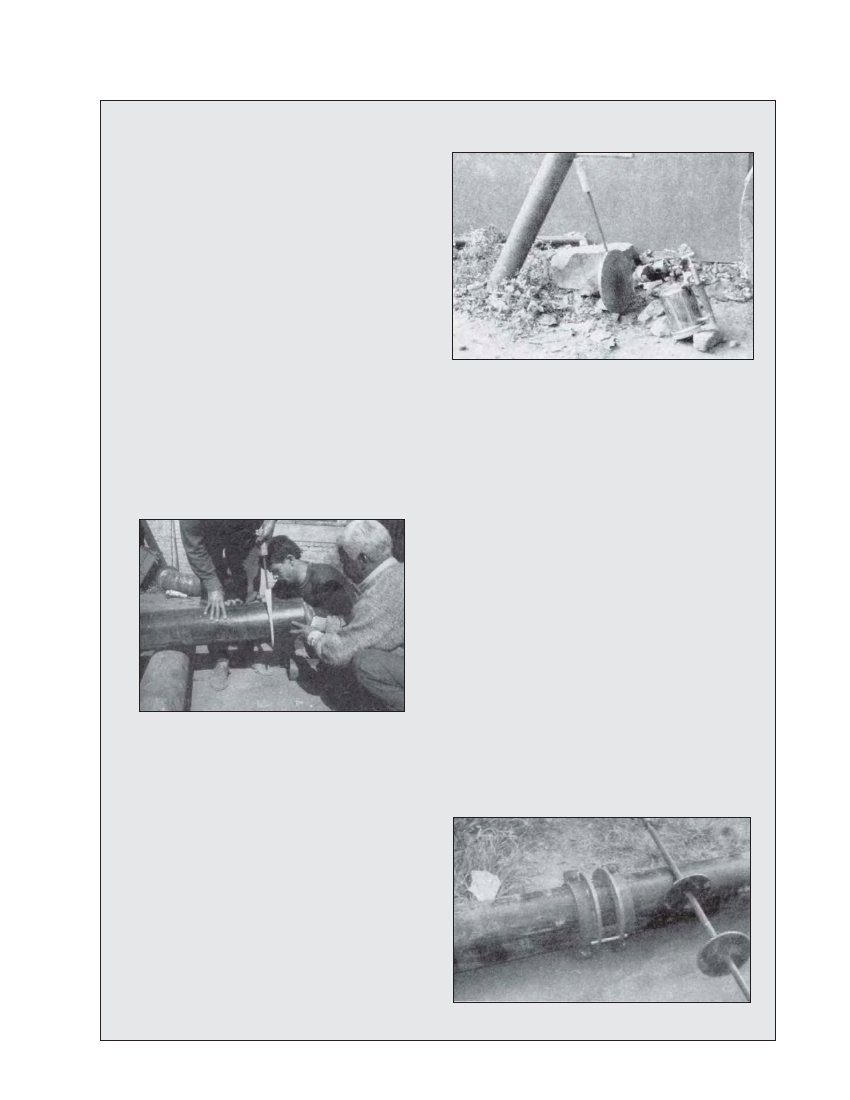
Box 4.7 Joining of HDPE pipes by heat welding
HDPE pipes are available in the market in fixed lengths
(e.g. 4-6 m pieces) and need to be joined at site. Unlike
PVC pipes, there is not a liquid solution that can be used
to join HDPE pipes. The only economical method of joining
these pipes is by heat welding them. This involves heating
the ends (that need to be joined) such that they become
soft and malleable and then joining them by applying
force from close to both ends of the pipes. This joining
temperature is reached at about 200°C The following steps
are recommended when joining HDPE pipes at site:
First heat the welding plate until the required
temperature is reached. The welding plate (also known
as the heating plate) is a mild steel disc with a rod
welded at the edge and a wooden grip at the end of the
rod. Heating the welding plate can be done by either
using a kerosene burner (as shown in Photograph 4.20)
or by heating the plate over a charcoal fire. A special
chalk called thermo-crayon can be used to ensure that
the plate has reached the required joining temperature.
A few lines should be marked on the plate while it is
Photo 4.21 Joining HDPE pipes by pushing them while
hot. Notice the Teflon bag.
being heated. When the plate reaches the joining
temperature the chalk colour turns blue to black within
one second.
The welding plate should then be removed and placed
inside a Teflon bag (the bag can be made by stapling
Teflon fabric). The Teflon bag ensures that the heated
HDPE pipe ends do not stick to the heating plate and
distort the shape of the pipe. Teflon is a special fabric
that can withstand higher temperature.
Then with the heating plate inside the Teflon bag, the
pipes should be pushed together until there is a uniform
bead around the outside joint surface. The heating plate
along with bag should then be removed and the pipes
quickly pushed against each other. This requires at least
three people (one to hold the plate and two to push the
pipes.) as shown in Photograph 4.21. Once the plate is
Photo 4.20 Heating the welding plate
placed between the pipes, the entire process should be
completed within 3-5 minutes since the plate
temperature will start decreasing. One problem in this
method is that the two pipes may not be straight since
it will be difficult to apply uniform forces around the
pipe circumference manually. An alternative is to use
collar flanges as shown in Photograph 4.22 These
flanges are made in two halves such that they fit on
the outside circumference of the pipe. In this method,
the collars are fitted about 50 mm to 100 mm from the
heating ends of the pipes, before inserting the heating
plate. As soon as the required temperature is met, the
heating plate is taken out, and bolts are inserted along
the flanges and tightened evenly. This ensures that
the two pipes are straight. Once the joint cools, the
collars are removed by unbolting them. As an alternative
to the above methods, a mechanical jig is commonly
used, which serves both to align the pipe ends and to
apply the required joining force. The pipe
manufacturers can advise the required force for
different pipe diameters and grades.
Refer to Chapter 10 (Innovations) Section 10.3 concerning
a de-beader tool to remove the circumferential bead
caused by heat welding.
Photo 4.22 Collars used to join HDPE pipes.